Cement Production
Understanding the complete process of cement manufacturing and quality control
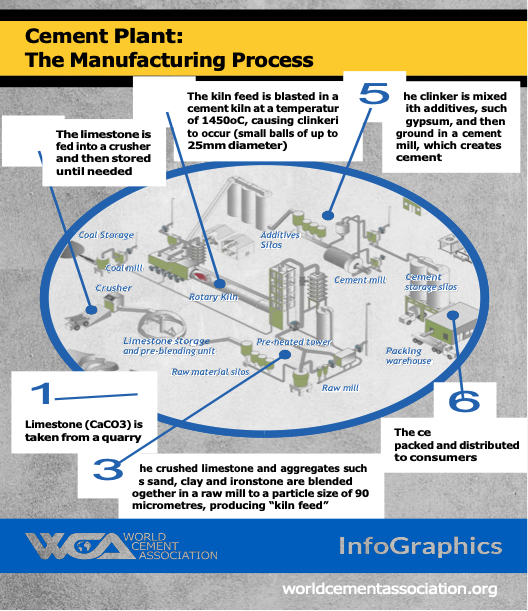
Cement Manufacturing Process
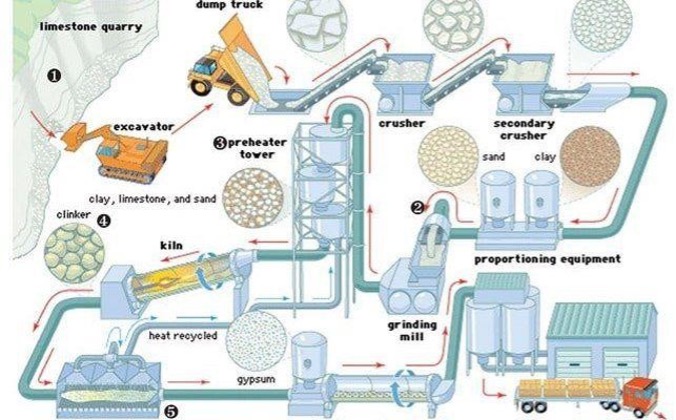
The complete cement production process consists of 8 main stages
Quarrying and Crushing
Raw materials (limestone and shale) are mined from quarry 0.7km away and crushed to required size using specialized crushers.
Raw Material Storage
Crushed materials are stored and pre-homogenized using stackers and reclaimers for consistent quality.
Proportioning
Raw materials are proportioned based on chemistry analysis and sent to grinding unit every hour.
Raw Material Grinding
Materials are ground to fine powder (90μm) using ball mill or VRM while being dried with hot gases.
Raw Meal Storage
Ground raw meal is stored and homogenized in silos to ensure chemical consistency for kiln feeding.
Pyroprocessing
Raw meal is heated, calcined at high temperature (1450°C) in rotary kiln to form clinker, then cooled and stored.
Cement Grinding
Clinker is ground with gypsum and additives to produce different types of cement (OPC, PPC, PLC, LHHS).
Packing and Dispatch
Finished cement is packed in 50kg bags or dispatched in bulk form for distribution to customers.
Detailed Manufacturing Stages

Quarrying and Crushing
The quarry is located 0.7 km from the plant and provides the main raw materials:
- Limestone (provides calcium oxide)
- Shale (provides silicon and aluminum oxides)
- Iron ore, silica sand (corrective materials)
- Gypsum and pozzolana (for final grinding)
Line 1: 1000x1000x1500mm → ≤25mm (85%)
Line 2: 1000x1000x1500mm → ≤75mm (90%)
Raw Material Storage and Transportation
The plant has three raw material storages strategically organized for both production lines:
Storage 1 (Line 1)
Stores: Limestone, Shale, Silica sand, Iron ore, Pozzolana, Gypsum and limestone additive
Storage 2 (Line 2)
Stores: Limestone and Shale
Storage 3 (Line 2)
Stores: Correctives (Silica sand, Iron ore) and Additives (Pozzolana, Gypsum, Limestone additive)
Homogenization Process:
- Stackers create material piles with homogenization effect
- Reclaimers and belt conveyors transport materials to proportioning bins
- Loaders are used for correctives and additives (especially Line 1)

Precise Material Proportioning
Proportioning
In this unit, Limestone, Shale, Silica sand and Iron ore are proportioned and sent to Raw mill Unit for grinding. The proportioning ratio is done/adjusted every hour.
Automated Quality Control
The proportioning ratio is adjusted hourly through:
- Weigh feeders beneath each bin communicate real-time data
- QCX software (Blending Expert) analyzes and optimizes ratios
- X-ray analysis every hour of raw materials (input to grinding)
- X-ray analysis every hour of raw meal (output from grinding)
High-Precision Grinding
Raw Material Grinding and Transportation
In this unit, the proportioned raw materials are being ground to the size of (10% residual on 90 μm sieve).
Line 1
Closed Circuit Ball Mill
Line 2
Vertical Roller Mill (VRM)
Simultaneous Drying:
While grinding, raw materials are dried from 4% moisture content to <1% using excess hot gas emitted from the pyroprocessing system.
Process Efficiency:
- Fineness: 10% residual on 90μm sieve
- Energy recovery: Uses hot gases from kiln
- Moisture reduction: 4% → <1%
Silo Storage & Homogenization
Raw Meal Storage, Homogenization and Kiln Feeding
In this unit, the raw meal which is ready for burning process is stored and homogenized in a storage called SILO.
Quality Assurance
The SILO ensures that the standard deviation of the raw meal chemistry is within acceptable range suitable for:

Pyroprocessing
The heart of cement manufacturing where clinker is formed through high-temperature chemical reactions:
Preheater
Raw meal is preheated and dried using hot gases
Calciner
95% of CaCO₃ decomposes to CaO + CO₂
Rotary Kiln
Remaining 5% CaCO₃ decomposes and clinker minerals form at 1450°C
Cooler
Hot clinker is rapidly cooled and crushed
Line 1: 2,100 tons/day
Line 2: 3,500 tons/day
Cement Types Produced
OPC
Ordinary Portland Cement
Clinker + GypsumPPC
Portland Pozzolana Cement
Clinker + Pozzolana + GypsumPLC
Portland Limestone Cement
Clinker + Limestone + GypsumLHHS
Low Heat High Strength
Special Clinker + GypsumPrecision Cement Grinding
Cement Grinding and Storage
In this unit, the input materials (Clinker, Gypsum, Pozzolana, and Limestone additive) are proportioned and ground in Cement mill based on the type of cement to be produced.
Line 1
One Closed Circuit Ball Mill
Line 2
Two Roller Press + Closed Circuit Ball Mill
Cement Type Formulations:
- PPC: Clinker + Pozzolana + Gypsum
- OPC: Clinker + Gypsum
- PLC: Clinker + Gypsum + Limestone
- LHHS: Special Clinker + Gypsum

Cement Packing and Dispatch
In this unit, the finished product (cement) from the storage silo is transported and packed using modern Ventomatic GEV/8 packers.
Line 1
- 2 Packers
- 4 Loading Bays
- 2,000-2,500 bags/hour per packer
Line 2
- 4 Packers
- 8 Loading Bays
- 2,000-2,500 bags/hour per packer
Packaging Options:
- 50kg polypropylene bags (standard)
- Bulk cement loading in powder form
- Big bags (2 ton capacity)
Environmental Control
Note: In each of the above units (1-8), cyclones and bag filters are used to control dust emission to the environment to keep the emission level below 30mg/Nm³, ensuring compliance with environmental standards.
Process Control
All operations are monitored and controlled from a Central Control Room (CCR) using advanced automation systems.
-
DCS & PLC Systems
Distributed Control System for automated process management
-
PIDs & Display Mimics
Real-time monitoring of all process parameters
-
CCTV Monitoring
Visual surveillance of critical areas
-
Expert Team
Experienced cement technologists and engineers




Quality Control
Messebo Cement Factory Quality Control Laboratory
Messebo QC Testing Methods
Two complementary testing approaches for comprehensive quality assurance
Dry Method Testing
Advanced XRF analysis for rapid and precise chemical composition testing.
- Panalytical XRF
- Thermofisher XRD-XRF
- QCX & QCS Blending Software
- Hourly analysis for process control
Wet Method Testing
Traditional chemical analysis for cement, clinker, and raw materials.
- Volumetric (Titration) Analysis
- Gravimetric (Weight) Analysis
- Free-lime Testing
- Chemical Composition Verification
Quality Testing Equipment
State-of-the-art laboratory equipment for comprehensive quality analysis
XRF Machine
Elemental chemical analysis of raw materials
Bending & Compression Machine
Test cement strength (ES EN 197-1 standard)
Le-Chatelier Apparatus
Test cement soundness and expansion potential
Blain Apparatus
Measure cement fineness during milling
Vicat Apparatus
Test cement setting time and workability
Bomb Calorimeter
Measure coal gross calorific value
Differential Calorimeter
Measure cement hydration heat
Environmental Control
Dust emission control systems ensure environmental compliance.
- Cyclones for particle separation
- Bag filters for dust collection
- Electrostatic precipitators
- Heat exchangers for gas cooling
Clean Air Systems
Advanced filtration technology for minimal environmental impact